
Изготовление шпиндельных валов и гильз

Изготовление шпиндельных валов и гильз для деревообрабатывающих станков
ООО «Дорн» в Санкт-Петербурге предлагает изготовление шпиндельных валов и гильз для деревообрабатывающих станков, обеспечивая качество, сопоставимое с эталоном в индустрии — продукцией Weinig (Германия). Мы производим как аналоги оригинальных шпиндельных валов и гильз, так и новые изделия по индивидуальным требованиям клиентов.














Наши услуги по изготовлению шпиндельных валов и гильз
Наш опыт ремонта шпинделей станков ведущих производителей (Beaver, Winner, Weinig, Leadermac и многих других) и собственные наработки делают нас экспертами в этой области. На базе собственной коллекции из более чем 300 чертежей валов и гильз различных станков мы предлагаем:
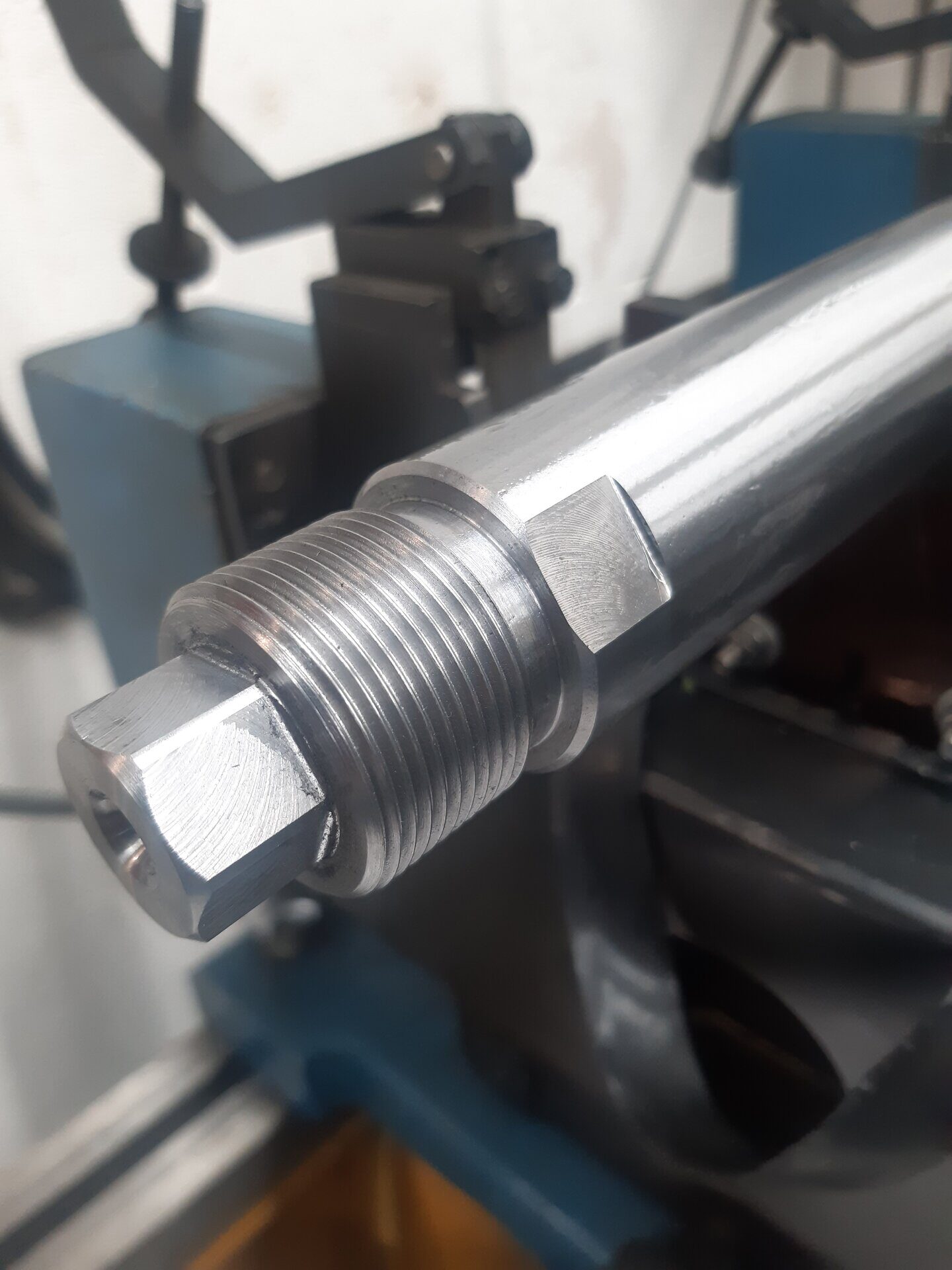
- Высокую точность изготовления, соответствующую оригинальным стандартам
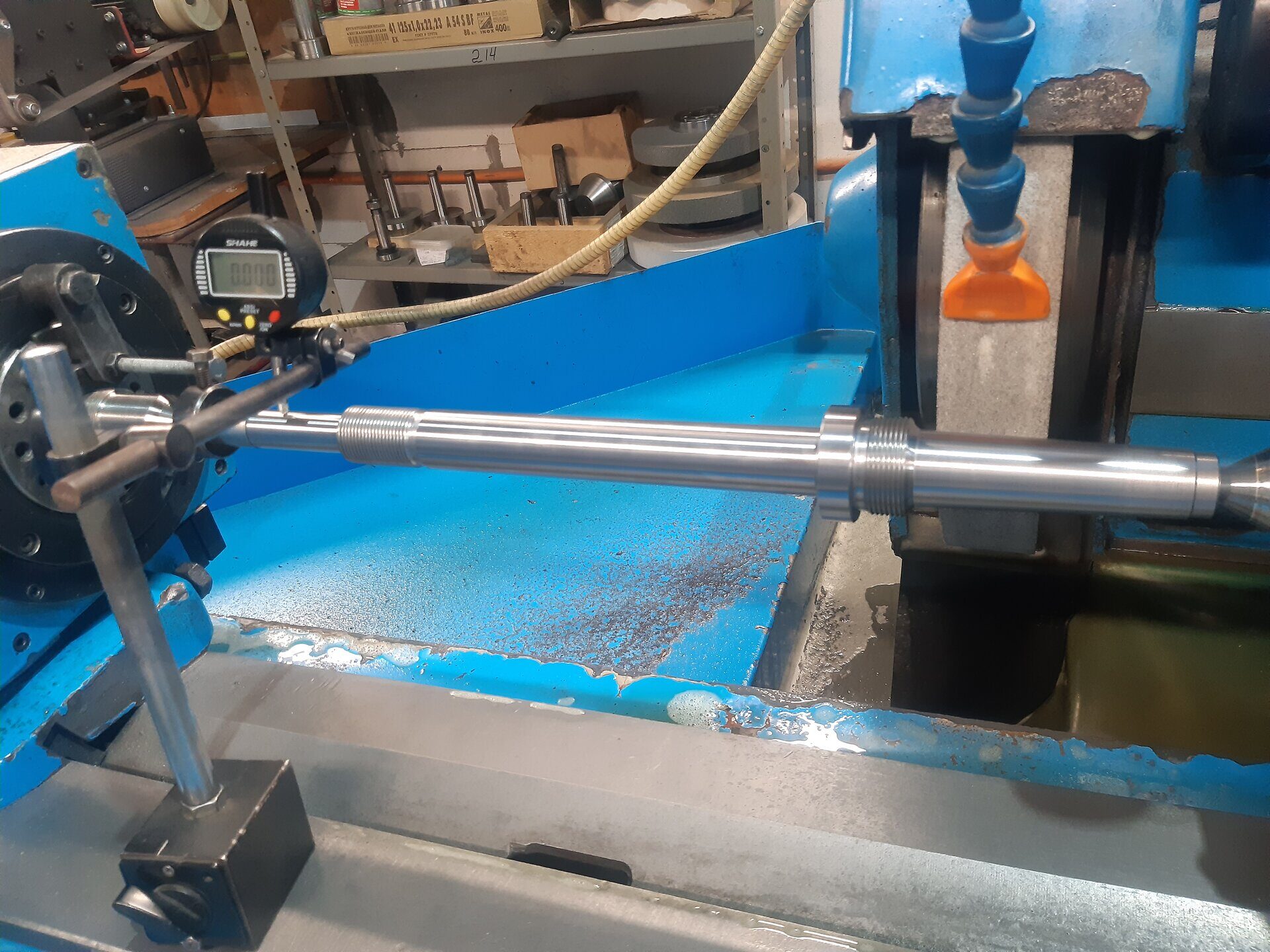
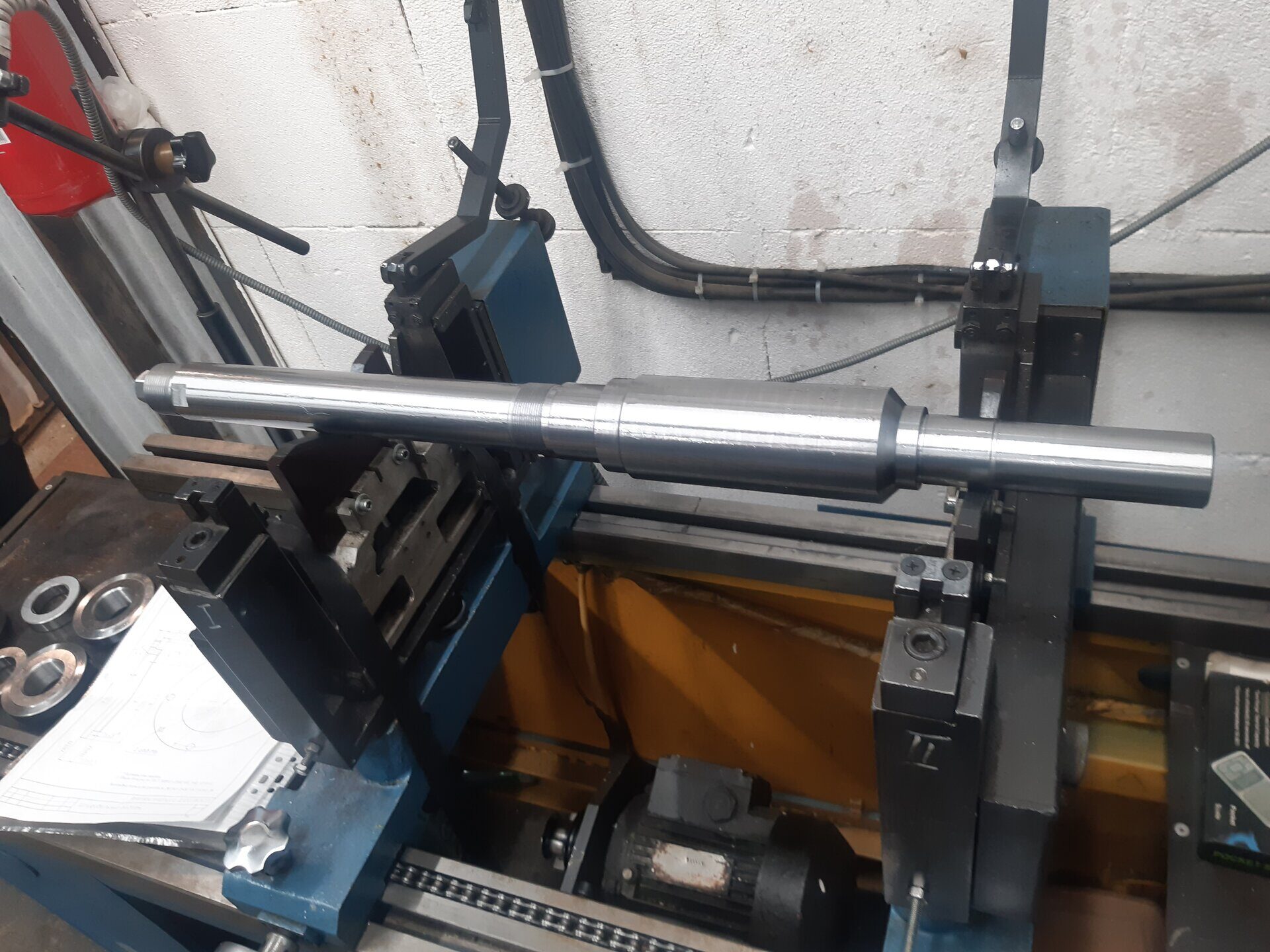
- Производство на современном прецизионном металлообрабатывающем оборудовании
- Использование термо-улучшенной стали марки 40Х, что обеспечивает долговечность и стойкость изделий
- Возможность изготовления валов и гильз из стали 40Х13 для повышенной коррозионной стойкости
Мы предоставляем своим клиентам возможность увидеть производственный процесс и ознакомиться с нашими техническими возможностями на месте.
Наши преимущества
Наши преимущества
Точное производство под стандарт Weinig
Наши технологии позволяют производить валы с точностью, соответствующей эталону Weinig, что гарантирует надежность и долговечность.
Собственная база чертежей
Более 300 чертежей шпиндельных валов и гильз для оборудования мировых брендов, что значительно ускоряет процесс разработки и изготовления.
Прецизионное оборудование
Современное металлообрабатывающее оборудование обеспечивает высокую точность и соблюдение всех технических параметров.
Индивидуальный подход
Возможность изготовления шпиндельных валов и гильз под заказ с учетом требований по материалам, точности и размерам.

